Координатный стол для фрезерного станка своими руками
Содержание:
- Характеристики снования
- Подготовка
- Виды передач для движения стола
- Преимущества и недостатки самостоятельного изготовления
- Преимущества и недостатки самостоятельного изготовления
- Координатный стол с тисками из уголка своими руками
- Достоинства и недостатки самодельной стойки
- Основные разновидности
- Материалы и механизмы конструктивных элементов
- Теперь изготовьте упор
- Делать или покупать?
Характеристики снования
Столы координатного типа, которыми оснащают сверлильные станки, могут изготавливаться с основаниями, выполненными из различных материалов:
- чугуна;
- стали;
- легких сплавов на основе алюминия.
Столы с основанием из алюминиевой конструкции не рассчитаны на большие нагрузки, поэтому они используются для оснащения сверлильных станков, на которых обрабатываются детали из мягких материалов (дерево, пластик). Достоинствами приспособлений, рама которых выполнена из алюминиевого профиля, являются:
- небольшой вес;
- простота монтажа;
- доступная стоимость.
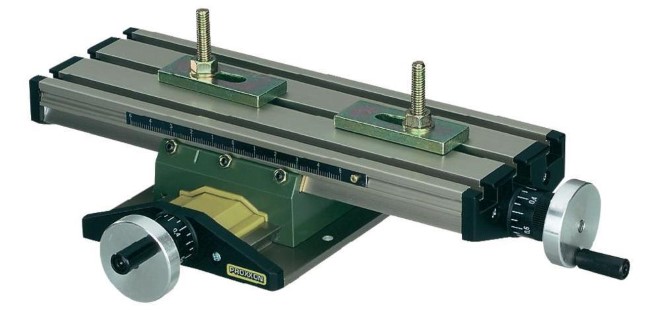
Стол координатный PROXXON-MICROMOT из высокопрочного алюминиевого сплава для настольного сверлильного станка
Такой стол благодаря простоте его конструкции и доступности материалов изготовления несложно сделать своими руками. Если же нет желания использовать в работе на станке самодельное устройство, можно приобрести готовый комплект для его сборки, которые производят многие компании.
Промышленные координатные столы для сверлильных станков, эксплуатируемые наиболее интенсивно и испытывающие при работе значительные нагрузки, производятся с основаниями из литого чугуна.
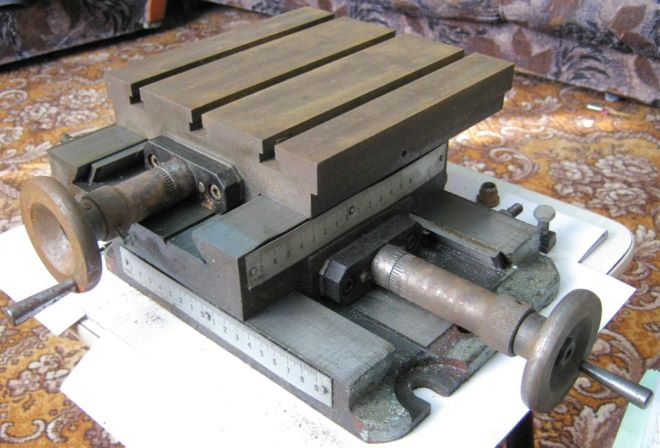
Чугунный крестовой стол для промышленного сверлильного станка
Как серийные, так и самодельные столы координатного типа могут быть изготовлены на базе стальных сварных рам, которые демонстрируют высокую надежность. При изготовлении такой рамы своими руками следует иметь в виду, что сварные соединения плохо переносят вибрационные нагрузки, поэтому в готовой конструкции необходимо по максимуму избавиться от внутренних напряжений. Это достигается с помощью соответствующей термообработки (отпуск).
Координатные столы в зависимости от их назначения могут быть выполнены по двум конструктивным схемам:
Столами, сделанными по первой схеме, оснащаются универсальные сверлильные станки, на которых обрабатываются детали сложной конфигурации. Конструктивные особенности таких устройств позволяют получить доступ к обрабатываемой заготовке с трех сторон. Столами портального типа оснащаются станки, на которых выполняется сверление отверстий в листовых заготовках.

Портальный 3-х координатный стол с ЧПУ
Подготовка
На этапе подготовки необходимо сделать два основных шага. Первый – отыскать в интернете чертежи максимально подходящей конструкции. Второй – подготовить требуемые инструменты и материалы.
Например, для создания простейшей стойки для дрели потребуются:
- доски из дерева, толщина которых достигает двадцати миллиметров;
- деревянный ящик среднего размера;
- направляющие для мебели;
- стержень с резьбой, отвечающий за возможность движения в конструкции;
- приблизительно двадцать шурупчиков и тридцать саморезов;
- столярный клей.
Помимо этого, стоит подготовить пилу, струбцину, отвертки, наждачку и, конечно же, саму дрель.
Виды передач для движения стола
При маленьком настольном станке перемещение стола осуществляется механическим способом. Но чем большие скорость, точность и производительность необходимы, тем тщательнее выбирается вид привода. В основном применяются электрические двигатели.
Суть работы узла в преобразовании вращательной работы двигателя в поступательное движение плоскости стола. Выделяют три вида передач:
- зубчато-реечные;
- ременные;
- шарико-винтовые.
Выбор типа узла делается исходя из:
- скорости перемещения заготовки;
- мощности двигателя станка;
- необходимой точности обработки.
Точность обработки при различных передаточных узлах
| Вид передаточного механизма | Показатель точности |
| Шарико-винтовая пара | 6-12 микрон |
| Шестерня-рейка | до 10 микрон |
| Зубчато-ременной | 50 … 100 мкм |
Преимущества шарико-винтовой передачи:
- возможность высокоточной обработки;
- малый люфт;
- плавное движение стола;
- бесшумность работы;
- возможность воспринимать большие нагрузки.
Значительным минусом выступает ограниченность скорости подачи. Особенно проявляется снижение скорости при длине винта более 1500 мм. Примерный расчет скорости: для привода мощностью 1 кВт скорость вращения равна 3000 об/мин. При шаге винта 10 мм скорость передачи 0,5 м/сек. В таком случае 3 м будут пройдены за 6 сек.
Еще одним минусом является высокая стоимость. Удешевить проект можно применением соединения с винтом и гайкой. В таком случае необходимо обеспечить постоянную смазку узла.
В сверлильных станках нового поколения смазка движимых механизмов координатной поверхности ведется автоматически. В устройство вмонтированы датчики контроля температуры важных деталей.
При шестерно-реечной передаче обеспечивается высокая скорость и достаточная точность. Недостатком является высокая степень люфта при передаче усилий с привода.
Установка ремня самый бюджетный и распространенный способ при создании стола своими руками. Невысокая стоимость ременной передачи и скорость подачи до 1 м/с, компенсируется следующими недостатками:
- быстрый износ;
- потеря натяжения за счет растяжения;
- возможность обрыва при ускорении;
- малая точность работ.
При покупке координатного стола для сверловки или монтаже своими руками необходимо учесть условия работы. Соотношение всех механизмов по параметрам: загруженности, срока службы, нагревания и остывания, дадут хороший результат при работе
Особенно это важно при самостоятельном изготовлении из подручных материалов
Преимущества и недостатки самостоятельного изготовления
Координатный стол представляет собой дополнительную конструкцию к фрезерному, сверлильному металло- или деревообрабатывающему станку. Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Самодельные координатные столы имеют достоинства:
- небольшие габариты;
- простую конструктивную форму;
- управляются механическим способом;
- используются в кустарном производстве.
Их главное достоинство – экономия денежных средств. Изготовление такой конструкции с нуля обойдется гораздо дешевле, чем покупка заводского манипулятора. Конечно, есть и ряд сложностей при самостоятельном изготовлении. Нужен подходящий чертеж, в соответствии с которым будет задана требуемая траектория движения заготовки. Если чьих-то наработок нет, то придется создавать его самостоятельно, но любая погрешность при черчении схемы даст о себе знать во время работы. Кроме того, стол, сделанный своими руками, подойдет только для мелкого производства, так как простейшие самодельные механизмы изнашиваются гораздо быстрее фабричных.
Для серийного производства деталей и их обработки подойдет только заводская модель координатного стола.
Преимущества и недостатки самостоятельного изготовления
Координатный стол представляет собой дополнительную конструкцию к фрезерному, сверлильному металло- или деревообрабатывающему станку. Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Самодельные координатные столы имеют достоинства:
- небольшие габариты;
- простую конструктивную форму;
- управляются механическим способом;
- используются в кустарном производстве.
Их главное достоинство – экономия денежных средств. Изготовление такой конструкции с нуля обойдется гораздо дешевле, чем покупка заводского манипулятора. Конечно, есть и ряд сложностей при самостоятельном изготовлении. Нужен подходящий чертеж, в соответствии с которым будет задана требуемая траектория движения заготовки. Если чьих-то наработок нет, то придется создавать его самостоятельно, но любая погрешность при черчении схемы даст о себе знать во время работы. Кроме того, стол, сделанный своими руками, подойдет только для мелкого производства, так как простейшие самодельные механизмы изнашиваются гораздо быстрее фабричных.
Простая конструктивная формаНебольшие габаритыУправление механическим способомЭкономия денежных средств
Координатный стол с тисками из уголка своими руками
Доброго времени суток, уважаемые самоделкины! Эта статья будет интересна всем, у кого есть в мастерской сверлильный станок. Автор канала «Sek Austria» покажет, как он создал координатный столик с тисками, тем самым кардинально увеличив точность сверления и возможности станка. Стол сделан из стального уголка и шпилек. Так же автор использовал старые планки губок от тисков и прижимной винт. Инструменты, необходимые для изготовления столика. 1. Сварочный аппарат 2. Сверлильный станок 3. Болгарка с дисками 4. Мелочевка — молоток, щетки и т.д.
Устанавливать приспособление автор планирует на поворотный стол, да и собирать в любом случае нужно на ровной поверхности.
Для этого он уже нарезал заготовки из уголков.
Теперь приступает к сборке основания, его размеры 8Х5 дюймов
При сборке очень важно проверить прямоугольность всех углов. (Кстати, для таких вещей есть угловые магниты)
Проваривает все углы сваркой.
Повторяет с другой стороны. Затем тщательно зачищает швы болгаркой с зачистным диском.
Теперь пристраивает полозья для первой подвижной части, или оси. Что бы они скользили свободно, подкладывает кусочек бумажки.
На этих полозьях устанавливает поперечные «рельсы» для второй оси.
Вторая подвижная часть у него готова, для точной сварки приставляет ее на будущее место. Проваривает первую каретку.
Все отлично скользит, и первая и вторая ось. Убирает верхнюю каретку.
Затем и нижнюю, заодно выбрасывая бумажку.
В основание устанавливает шпильку М12, она будет двигать нижнюю каретку.
Затем на шпильку накручивает две гайки, они будут двигать каретку. Фиксирует один край шпильки двумя гайками и шайбой.
То же и с другой стороны. Зажав основание в тисках, приваривает гайки к шпильке.
Теперь саму планку — приваривает к каретке.
С верхней кареткой практически такие же действия, только вверх ногами. Установка планки, совмещение с кареткой.
Теперь нужно сделать ручки. Для этого сверлит на концах шпилек отверстия. Затем, слегка расплющив кончик подходящего по длине стержня, забивает его в гайку.
Вставив получившуюся ручку в отверстие шпильки, забивает и вторую гайку.
Обе крутилки на двух осях готовы.
Пора сооружать на верхней каретке тиски. Начинает с уголков, в них уже просверлены отверстия для губок.
Устанавливает неподвижный уголок и приваривает к верхней каретке.
Вот такое крепление для губок получается. Теперь нужно сделать прижимной винт, автор позаимствовал его у сломанной струбцины.
Надевает на конец винта уголок и гайку, зажимает его в тисках.
Гайку приваривает к винту, оставляя уголок свободно вращаться.
Соединяет при помощи сварки уголок прижимного винта и подвижное крепление губки.
Теперь приваривает гайку прижимного винта к каретке.
Механизм тисков готов!
Подготавливает губки к установке, старую насечку делает глубже при помощи болгарки. Неподвижная губка будет немного специфической формы.
Устанавливает их на свои места и стол полностью готов!
Можно испытывать столик, зажимает деталь отлично. И смещается по двум осям свободно и без люфтов. Устанавливает приспособление на вот такой сверлильный станок. Зажимает заготовку и сверлит шесть отверстий. Линии ровные и по вертикали и горизонтали.
Спасибо автору за проделанный труд, и отличную идею для мастеров! Усовершенствования — это всегда хорошо! Всем хорошего инструмента! Источник
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Достоинства и недостатки самодельной стойки
Самодельная стойка для дрели обладает рядом достоинств, к наиболее значимым из которых следует отнести следующие:
- изготовление такого станка для сверления стоит значительно дешевле, чем приобретение серийной модели подобного приспособления;
- сделать такой штатив для дрели можно из подручных средств, используя комплектующие от старой и неиспользуемой техники, которые всегда удастся найти в любом гараже или домашней мастерской;
- чертежи подобных устройств различных конструкций и даже видео инструкции по их изготовлению находятся в открытом доступе, найти их не составит особого труда;
- при желании всегда можно создать собственной конструкции, который по своим характеристикам и удобству использования будет превосходить все имеющиеся модели.
Простейшую заводскую стойку китайского производства можно купить весьма недорого (от 1200 рублей), но ее функционал и качество удовлетворят далеко не всех мастеров — уж слишком часто поступают жалобы на существенный люфт у бюджетных моделей
Но, конечно, самостоятельное изготовление приспособления для закрепления дрели имеет и свои недостатки, к которым надо отнести следующие:
- для того чтобы изготовить некоторые детали таких стоек, требуется использование токарных станков, сварочного и другого оборудования, что, естественно, повышает их стоимость;
- по причине того, что конструктивные элементы подобных устройств для сверления подогнаны не слишком качественно, в них часто возникает люфт, а это негативно отражается на точности и качестве выполняемой с их помощью обработки;
- самодельная стойка для дрели достаточно ограничена в своих функциональных возможностях, с ее помощью, к примеру, нельзя выполнять отверстия, расположенные под углом.
Основные разновидности
Каждый мастер сам выбирает удобный для себя стол или делает его своими руками, увеличивая количество моделей. По конструкции основания и форме все столы для фрезера условно делятся на несколько групп.
Скамейка
Модель представляет собой основание с ножками. Пространство под столешницей открытое. Все механизмы, включая лифт, крепятся к крышке. Делается из различных материалов:
- профильная труба;
- металлические уголки;
- дерево;
- фанера;
- МДФ и ДСП.
Преимущества конструкции в ее малом весе и простоте изготовления. Для увеличения жесткости необходимо делать распорки и косынки.
Переносная столешница
Конструкция с небольшими по высоте ножками. Устанавливается в любом месте на верстаке и столе. Основание делается из дерева или профильной трубы. Из оснастки имеет обычно только направляющую линейку. Стол легко переносится, устанавливается в любом месте и убирается на полку внерабочем положении, когда не нужен. Подходит для периодической работы на оборудовании. Жесткость конструкции низкая.
Отдельный
Стационарный фрезерный стол с массивным основанием. В пространстве под столешницей делаются закрытые полки и ящики для хранения сменного инструмента, приспособлений и других вещей, необходимых для работы. Конструкция прочная, выполняется из дерева или профильной трубы. Обшивается со всех сторон фанерой, доской.
За отдельным фрезерным столом работают профессионалы, имеющие большой набор различного инструмента и выполняющие различные операции. Затраты на оборудование рабочего места окупается удобством работы и повышенной производительностью.
Материалы и механизмы конструктивных элементов
От материала изделия зависит долговечность конструкции и себестоимость. Следует сразу решить, каким будет стол – стальным, алюминиевым или чугунным. Второй важный шаг – определиться с механизмом управления. Следует также решить, каким должен быть привод – механическим или электрическим. Третий шаг – выбрать направляющие. Это повлияет на точность обработки заготовок.
Основание
Для основы берутся следующие материалы:
- Чугун. Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.
- Сталь. Материал самый высокопрочный и долговечный. Главный его недостаток – это стоимость. Не каждый мастер сможет приобрести его.
- Алюминий. С легким и мягким материалом проще работать. Он не такой дорогой, как сталь. Но для изготовления крупногабаритного стола не подойдет, так как не выдержит тяжелый вес больших заготовок. Для создания мини-оборудования это – идеальный вариант.
Привод
Привод – это механизм управления, с помощью которого координатный стол будет менять свое положение. Он бывает:
- Механическим. Его проще всего изготовить своими руками. Он позволяет существенно снизить себестоимость стола. За основу берется обычная винтовая или ременная передача – этого достаточно для налаживания мелкосерийного производства. Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
- Электрическим. Гарантирует нулевую погрешность при выполнении рабочих операций, однако сделать его своими руками очень сложно. Часто встречается в заводских моделях столов. Если вблизи с рабочим местом нет собственного источника питания, этот вариант не подойдет.
В отдельную категорию координатных столов стоит отнести модели с ЧПУ (числовым программным управлением). Это высокотехнологичное оборудование, которое применяется крупными предприятиями для производства в огромных объемах. Их главные достоинства: хорошая производительность, а также полная или частичная автоматизация процесса. Недостатки: высокая стоимость, для некоторых деталей такой привод не подойдет.
Направляющие
Точность обработки заготовки зависит от этих элементов, поэтому их нужно подобрать правильно. Из числа тех, которые можно сделать своими руками, выделяют следующие:
- Рельсовые. Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
- Цилиндрические. Применение направляющих округлой формы чревато большим нагревом из-за трения. Для станков так называемой малой категории они подходят, но придется смазывать все механизмы вручную.
Направляющие изготавливают с кареткой и подшипниковыми узлами. Использование подшипников скольжения обеспечит высокую точность обработки детали. Применение опоры вала качения уменьшит трение и продлит срок службы манипулятора.
Каретка – это блок направляющих (узел механизма), который непосредственно по ним перемещается. Она может предусматривать увеличенные размеры фланца, что позволяет крепить ее с нижней стороны стола. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
Устройство перемещения
Выбирая устройство перемещения, следует ответить на ряд вопросов:
- Какой должна быть скорость обработки.
- Какая точность позиционирования допустима при выполнении рабочих операций.
- Насколько производительное оборудование будет использоваться.
Ременное устройство перемещения применяется при изготовлении самодельных координатных столов чаще всего. По стоимости оно обходится выгодно, однако имеет ряд недостатков. Ремень достаточно быстро изнашивается, а также может растянуться в ходе эксплуатации. Кроме того, из-за его проскальзывания снижается точность работы подвижного элемента.
Шарико-винтовая передача – более долговечный и надежный вариант. Несмотря на малые габариты устройства, у него хорошая нагрузочная способность, а перемещение осуществляется равномерно и с большой точностью. Плавный и практически бесшумный ход, а также высокое качество обработки поверхностей – далеко не все преимущества ШВП. Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Зубчато-реечные устройства обеспечивают высокую скорость и точность проводимых работ, выдерживают большие нагрузки, легко поддаются монтажу и надежны в эксплуатации. Погрешность при передаче зубчатой рейки предельно низкая. Если их размер не подошел, то они проходят операцию подгонки.
Теперь изготовьте упор
1. Выпилите по указанным размерам заготовки для опоры F, передней накладки G, нижней Н и верхней I деталей упора. Установите в пильный станок пазовый диск толщиной 10 мм и настройте продольный (параллельный) упор для выпиливания шпунтов точно посередине толщины деталей Н и I (рис. 3 и 4). Затем выпилите в этих деталях шпунты глубиной 5 мм и пометьте грани, которые прилегали к упору пильного станка. Выпиливая верхний и нижний шпунты на нижней летали, в обоих случаях направляйте заготовку вдоль упора одной и той же гранью. Теперь, не изменяя настроек, выпилите шпунт в заготовке опоры.
Прижимая детали помеченными гранями к задней стороне накладки G, склейте нижнюю Н и верхнюю I части упора друг с другом, с нижней опорой F и накладкой G. Струбцины должны сжимать склейку в двух направлениях.
2. Приклейте заготовку передней накладки G к заготовке опоры F (рис. 4). Убедитесь, что накладка приклеена к опоре точно под углом 90°. Когда клей высохнет, приклейте нижнюю Н и верхнюю I детали упора (фото В). Прежде чем клей высохнет, вставьте в квадратные отверстия стальные стержни диаметром 10 мм, пропустив их насквозь, чтобы удалить изнутри выдавленные излишки клея.
3. Выпилите на передней стороне накладки G шпунт 19×10 мм для установки направляющего алюминиевого профиля (рис. 4). Затем выпилите пылезащитный фальц 3×3 мм вдоль нижнего ребра накладки.
4. Ровно опилите один конец собранного упора, а затем распилите заготовку на три части (рис. 3), получив упор длиной 572 мм и два расширения-удлинителя по 89 мм. Затем отпилите на удлинителях часть опоры (рис. 4).
5. С помощью гибкого лекала разметьте полукруглые вырезы на верхнем крае упора и заднем крае опоры F (рис. 3). Выпилите вырезы электролобзиком или ленточной пилой и гладко отшлифуйте. Затем просверлите отверстия диаметром 6 мм для винтов, которыми упор крепится к столику, и отверстие для ключа сверлильного патрона в опоре, где указано.
6. Для установки резьбовых втулок в деталь I просверлите отверстия диаметром 11 мм, выходящие в верхнее квадратное отверстие упора (рис. 3 и 4). Нанесите на стенки этих отверстий эпоксидный клей и вставьте резьбовые втулки. Когда клей окончательно затвердеет, с помощью сверла диаметром 10 мм удалите его излишки, которые могли попасть в квадратные отверстия для стальных стержней. Дополнительные советы по установке резьбовых втулок приведены в «Совете мастера».
Совет мастера. Установка резьбовых втулок
В самодельных приспособлениях для мастерской часто используются различные винты для фиксации или регулировки. Чтобы они могли работать в деревянных и фанерных деталях, потребуются резьбовые втулки. Они выпускаются разных размеров (метрические — от М4 до М10). Существуют два основных типа — забивные и ввинчиваемые (футорки), как показано на левом фото внизу.
Используйте ввинчиваемые втулки в мягкой древесине и фанере, где крупные витки внешней резьбы легко сминают окружающую древесину. Просто просверлите отверстие, диаметр которого равен диаметру корпуса втулки-футорки, и вверните в него втулку. В твердой древесине, такой как дуб или клен, или когда втулка должна быть расположена у края детали и может расколоть древесину, просверлите отверстие диаметром чуть больше внешнего диаметра резьбы и вставьте в него втулку с эпоксидным клеем. Чтобы не испачкать клеем внутреннюю резьбу втулки, заклейте ее торец (фото справа вверху).
Забивные втулки с заусенцами на внешней стороне одинаково пригодны и для фанеры, и для твердой и мягкой древесины. Просверлите отверстие, диаметр которого равен диаметру корпуса втулки, и вставьте втулку с помощью струбцины или молотка и деревянного брусочка. В случаях, когда усилие прижимного винта вытягивает втулку из материала (например, винте ручкой-маховичком, фиксирующий стальные стержни удлинителей упора), просверлите отверстие такого диаметра, чтобы его стенок касались только кончики заусенцев, и вставьте в него втулку с эпоксидным клеем.
Делать или покупать?
Электродрель это уже готовые привод, передача, шпиндель и патрон в моноблоке. Поставить его на каретку станка – и можно сверлить. По точности решение, вообще говоря, не оптимальное (см. далее), но во многих случаях приемлемое, зато избавляющее от необходимости заказывать дорогие точеные детали повышенной точности, см. ниже. Ввиду чего станины под установку дрели сейчас продаются разве что не на улице с лотков; цены доступные. Выбирая такую, чтобы сделать сверлильный станок из дрели, руководствуйтесь прежде всего режимом работы оборудования; от него зависит и цена:
- Эпизодическая сверловка/фрезеровка для себя с точностью какая получится – станина пластиковая литая или стальная штампованная. Механизм подачи рычажный с коленчатым рычагом (см. далее). Подшипники скольжения каретки (см. далее) сталь по стали или с капроновыми вкладышами. Цены – $20-$30.
- Регулярная сверловка для себя или на заказ с обычной машиностроительной точностью. Обрабатываемые материалы – до твердости и вязкости обычной конструкционной стали. Все то же, но подшипники скольжения сталь по стали (хуже) или с бронзовыми втулками, а станина – чугунная литая или (дороже) композитная также вибропоглощающая. Цены – $30-$40.
- Регулярная сверловка и фрезеровка любых поддающихся инструменту материалов с периодическими перегрузками инструмента и/или с повышенной точностью – подшипники скольжения только бронза по стали, станина чугунная. Механизм подачи зубчато-реечный (еще см. далее); консоль вибропоглощающая. Цены – $60-$180.
Выбираем станину
Станину для дрели (которые продавцы почему-то упорно именуют стойками) нужно выбирать не по производителю («китай» — не «китай»); сейчас на рынке и «немецкого китая» полно, не говоря уже об изделиях постсоветских государств. Нужно проверить конструкцию.
Первое – образцы с пластиковыми не капроновыми вкладышами подшипников скольжения отбраковываются однозначно: биение и увод сверла более чем на 0,5 мм появятся уже на 10-й – 20-й «дырке» и далее будут увеличиваться. Второе – люфт консоли. Берем ее за дальний конец, покачиваем вверх-вниз и в стороны при зажатом фиксаторе. Заметной «болтушки» быть не должно (тактильное чувство нетренированного человека ощущает биение 0,4-0,5 мм).
Далее – осмотр конструкции, см. рис. ниже. Для обычной сверловки подойдет показанная на поз. 1. Идеальный вариант – на поз. 2: цанговый зажим дрели, смещение колонны вбок уменьшает вибрацию консоли на порядок, а повернув ее вбок на 45 градусов, можно фрезеровать от руки с точностью «как умеешь» деталь на штатном не сдвижном столе, сняв пару креплений стола, т.к. при этом его смещение вручную относительно горизонтальной рабочей оси консоли будет линейным.
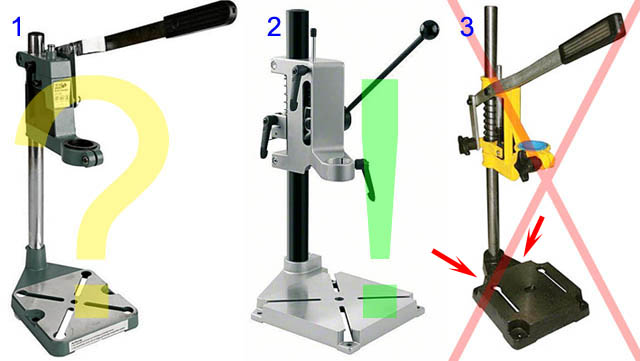
Как выбрать станину (стойку) для дрели
А вот образчик на поз. 3 не берите ни в коем случае. Во-первых, воротник его колонны низкий и ее крепление ненадежно. Во-вторых, продольные пазы под стол облегчают ручную фрезеровку «как получится», но, в отличие от диагональных, не гасят вибрации станины. Более того, они будут концентрироваться, где показано стрелками (прилив под колонну сделан слишком узким) и оттуда прямиком пойдут в колонну и стол.
Что дешевле?
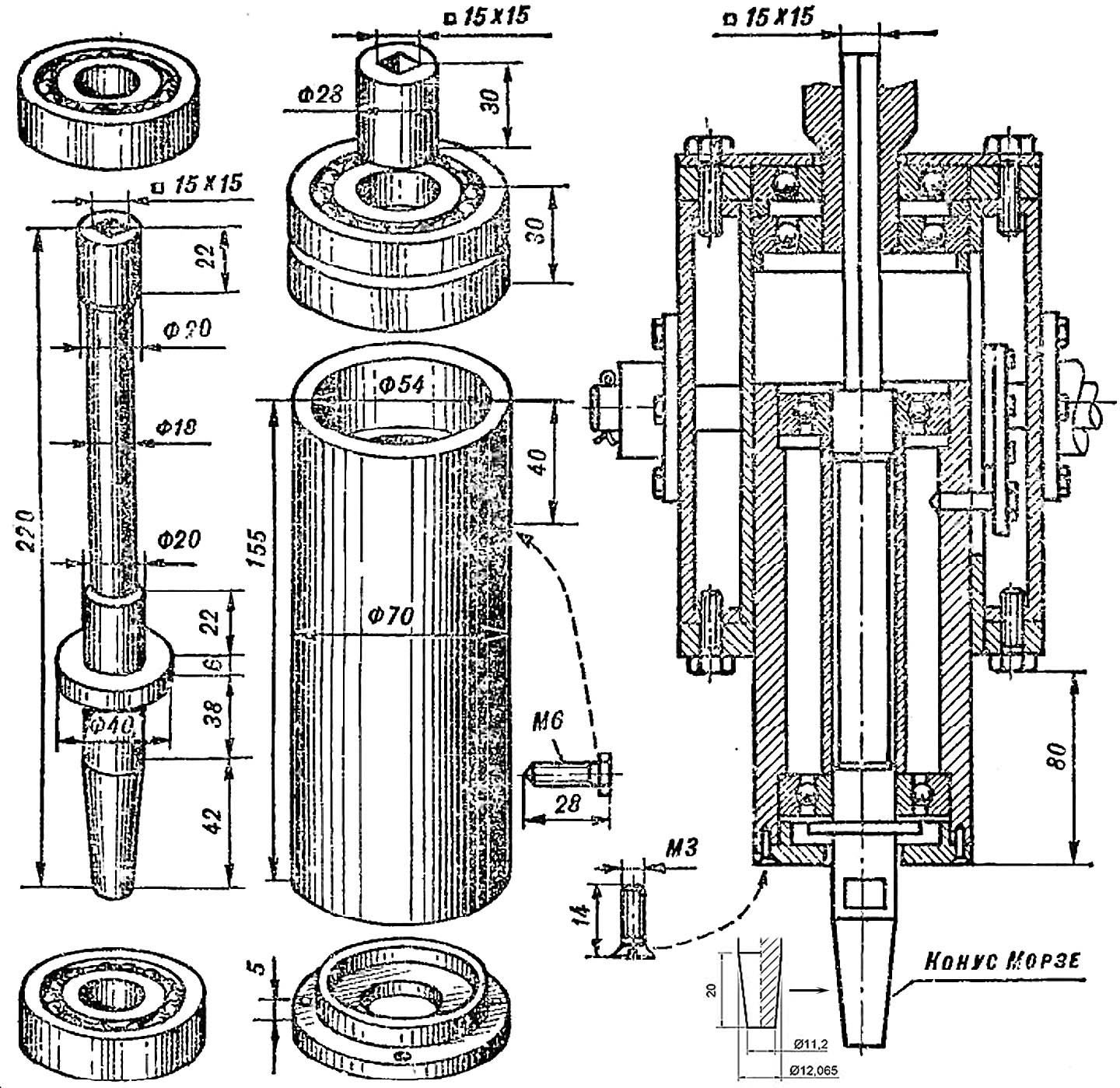
Чертежи шпинделя настольного сверлильного станка
Допустим, цена на понравившуюся станину вас не устраивает. Или дрель если «ломовая», с ударным механизмом, бывшая в работе по строительным конструкциям и биение патрона видно на глаз. Тогда первым делом выясняем, если и в пределах досягаемости мастер, владеющий токарным станком повышенной точности (не грубее 0,02 мм). Что, между прочим, не факт – станок повышенной точности стоит очень дорого и на потоке расхожих заказов никогда не окупается. Но, положим, нашелся. Берем чертежик на рис. справа, идем к нему и спрашиваем, сможет ли он выточить это из стали не хуже 30ХГСА, и сколько возьмет за работу. «Это» – чертежи шпинделя настольной сверлилки. Остальные ее детали можно выточить на обычном станке, или найти в развалах на железном базаре либо у себя в хламе. Скорее всего, окажется, что купить станину + стол дешевле, а если прикинуть расходы на остальное, то, возможно, обрисуется и дрель повышенной точности. В продаже такие бывают; их можно узнать по отсутствию ударного механизма и воротнику специально для установки в станину: на него надета точеная стальная манжета.








